



携手名铁合作共赢
BETTER FUTURE
| 卧式加工中心立柱底座结构设计,提高效率很有必要哦~ |
| 卧式加工中心_名铁智能科技(苏州)有限公司 2019-08-13 10:19:19 作者:2017root 来源: 文字大小:[大][中][小] |
为解决卧式加工中心立柱装配的精度调节比较繁琐的问题,设计了底座结构,使立柱装配精度调节更方便,显著地提高了工作效率并保证了机床精度。 随着科技的进步, 作为工业基础设备的机床向着高速、高精密的方向发展,人们对机床的精度提出了更高的要求。影响机床精度的因素主要有零件加工精度、装配精度、环境温度及湿度等。本文通过设计新型立柱及底座结构,以达到提高立柱装配精度、简化生产流程和提高工作效率的目的。 本文设计了与立柱装配的底座,既方便于导轨滑块的安装,又方便于立柱的精度调节。本文以我厂HP200/D卧式加工中心为例,阐述立柱和底座结构,并分析该结构相对传统立柱结构的优点。 1.立柱和底座结构 本立柱下表面在左、右、后三边中点处,分别开100mm×170mm×30mm的键槽,槽的两个侧面为精加工面。 底座上表面对应立柱键槽位置, 同样开1 0 0 m m ×170mm×30mm的键槽A1、A2、A 3 , 槽的两个侧面为精加工面。底座上表面左、右边再开100mm×140mm×30mm的槽B1、B2、B3、B4,并在与立柱紧固的螺钉孔周围,加工出8个灌胶区域,如图1所示。 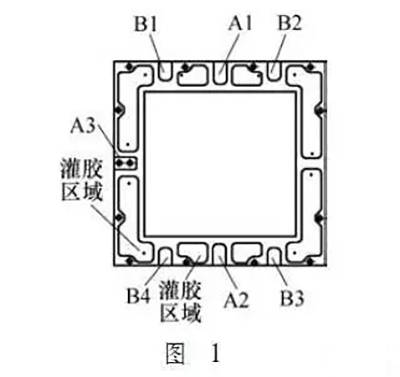 2. 装配与调节精度 (1)立柱与底座装配。在床身精度调节完毕之后,将底座与床身上的导轨滑块用螺钉联接起来,按工艺要求调好底座与床身基准导轨基准边的垂直度、平行度等。 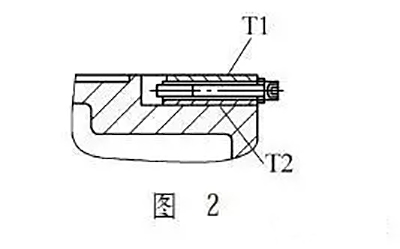 将调节立柱扭转(B 轴方向)的楔块K3装入A1、A2、A3槽中,与底座用螺钉紧固牢靠。再将调节立柱倾仰的楔块T1、T2装入B1、B2、B3、B4槽中,如图2所示。最后将密封条装入8处灌胶区外侧的沟槽中,如图3所示。 将立柱底面涂抹脱模剂,待脱模剂自然风干,表面没有金属裸露点后,将立柱吊装到底座上。立柱与底座位置初对准后,拧上安装螺钉并且初预紧,如图4所示。再将3组楔块K1、K2分别装入楔块K3两侧。 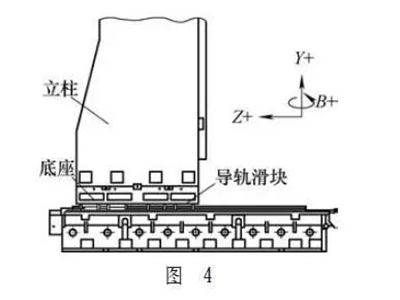 (2)调节精度。为保证机床主轴中心线与Z轴基准边平行,必须调整立柱扭转。此时可以通过装在A1、A2、A3槽中的楔块K1、K2插入槽中的深度,来调节立柱扭转。 当A1、A2、A3三个槽中的楔块K2向立柱中心移动,楔块K1向远离中心移动时,立柱沿B轴正方向旋转。反之立柱即向B轴负方向旋转,达到调节立柱扭转,使主轴中心线与Z轴基准边平行的目的。调节机床Y轴导轨面与Z轴导轨面垂直度时,需要调节楔块T1。 楔块T1、T2接合面是1∶100斜度,当螺钉拧入楔块T2内螺纹时,螺钉压紧垫圈使垫圈和楔块T1同时向立柱中心移动,并有由斜面带来的向上移动。这样B1、B2、B3、B4槽中的楔块就将立柱在左前、左后、右前及右后四个点上顶起一定位移。这样通过调节立柱倾仰,来调节Y轴导轨面与Z轴导轨面的垂直度。 3. 灌胶 待主轴箱、工作台等机床主要功能部件安装完毕后,机床X、Y、Z三轴的精度调整完毕,达到《机床验收标准》,并得到客户认可后,进行灌胶。选用常见的环氧树酯为主要成分的液态填料胶,其优点是强度高、耐高温和化学稳定性好。 灌胶时,工作人员将灌注工具拧入底座侧面的螺纹孔中,向孔内注胶。胶会沿着注胶孔向上流动,将灌胶区域的空气排出。等立柱侧面的出气孔中有胶出现时,此时胶填满灌胶区域,如图5所示,停止灌胶。 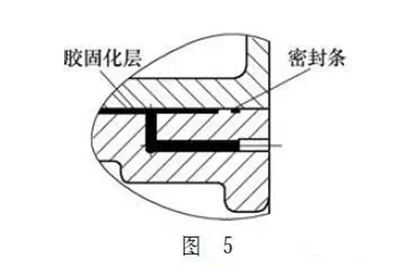 依次将8个灌胶区作业完毕,按照灌胶说明书规定的时间等待胶的固化。固化后的胶与安装螺钉共同紧固了立柱与底座,这样立柱既保持了Y轴的各项精度,又承载了切削力及倾覆力矩,保证机床进行粗加工及精加工切削作业。 4. 本结构设计的优点 传统立柱装配后的精度调节靠刮研立柱底面。此工艺需要用吊车将立柱起吊卸下,并翻转到方便刮研的位置,工作人员才能刮研。当精度未达到合理范围内时,还要进行反复刮研,还附带涂显色剂、对研,其工序复杂、作业量极大、生产效率极低。有些机床生产企业将上述方法改进为立柱与导轨滑块间加垫片的方法,如图6所示。 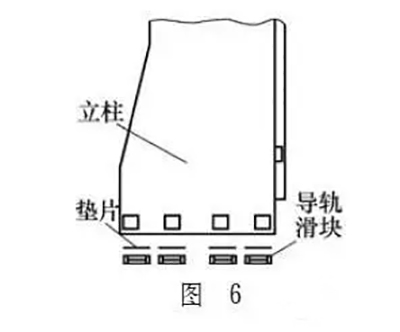 调节立柱精度时,仍然需要用吊车将立柱起吊、卸下,将导轨滑块上的垫片分别作记号,按各自需要调整的厚度进行刮研。因为垫片在机加工时常选用磨削方式,所以垫片表面非常光滑,表面又有加工硬化效果,给工作人员的刮研带来很大的难度。另外,垫片顺序一但混乱,前期测量、调节的工作会前功尽弃。 传统设计的结构在调节精度时,需要多次用吊车装立柱拆卸,浪费生产资源,并且刮研强度大,耗费人力及时间。本文设计的立柱底座解决了在精度调节过程中反复拆卸立柱这一环节,并取消了刮研这一耗时的步骤。用螺钉紧固及灌胶固定精度的方法,既保证了机床的刚度,又保证了机床的精度。 本设计仅增加底座木模、脱模剂及环氧树酯胶等成本,但在通用机床的批量化生产后,生产效率极大提升所带来的企业效益远大于上述增加的成本。此方案在我厂批量生产的大型卧式加工中心上得到了验证。 5. 结语 本设计不仅简化了立柱装配,提升了生产效率,而且还用简单的灌胶方法,极大地保持了机床精度。鉴于本设计的显著优点,我厂生产的数控龙门机床、落地镗铣床等产品业已采用此设计,取得了很好的经济效益和社会效益。
|
186 0144 3474
135 6651 9521
 名铁智能科技(苏州)有限公司位于苏州市吴中区吴中大道5055号,东出中环西线东山入口,北靠沪常高速东山出口,紧邻国家4A级景区太湖国家湿地公园周围环境优美交通便利。我们是一家专业从事数控机床设计、生产、销售于一体的专业厂家。公司主要生产的产品有各类数控龙门加工中心、立式及卧式加工中心、高速钻孔攻牙机、高速雕铣机、等系列产品。
名铁智能科技(苏州)有限公司位于苏州市吴中区吴中大道5055号,东出中环西线东山入口,北靠沪常高速东山出口,紧邻国家4A级景区太湖国家湿地公园周围环境优美交通便利。我们是一家专业从事数控机床设计、生产、销售于一体的专业厂家。公司主要生产的产品有各类数控龙门加工中心、立式及卧式加工中心、高速钻孔攻牙机、高速雕铣机、等系列产品。

 苏公网安备 32050602011009号
苏公网安备 32050602011009号