



携手名铁合作共赢
BETTER FUTURE
| 详解数控车刀刀尖圆角 |
| 卧式加工中心_名铁智能科技(苏州)有限公司 2019-09-24 09:36:04 作者:2017root 来源: 文字大小:[大][中][小] |
主切削刃同副切削刃相交会形成刀尖圆角。如下图:  车刀尖角半径直接影响加工表面的光洁度。半径越大,表面越光滑。如下表所示: 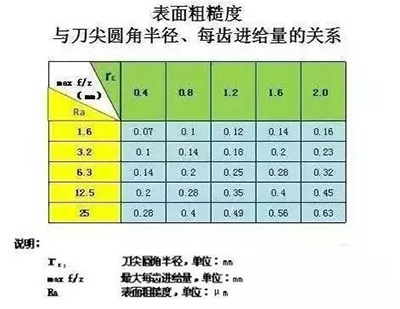 但是,如果半径过大,由于刀具和工件接触过大,会产生震颤。相反,如果半径过小,刀尖会变弱,会很快磨损。需要经常重新磨锋利。圆角半径一般为0.3~0.4mm。 数控车床加工时,需要对圆角半径进行补偿。 编程时,通常都将车刀刀尖作为一点来考虑,但实际上刀尖处存在圆角。当用按理论刀尖点编出的程序进行端面、外径、内径等与轴线平行或垂直的表面加工时,是不会产生误差的。但在进行倒角、锥面及圆弧切削时,则会产生少切或过切现象,如图所示。具有刀尖圆弧自动补偿功能的数控系统能根据刀尖圆弧半径计算出补偿量,避免少切或过切现象的产生。 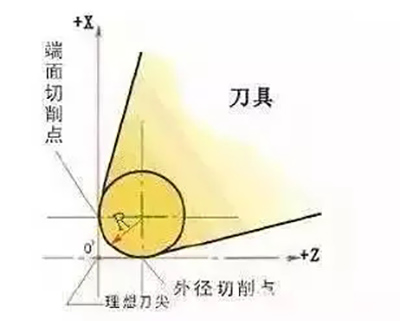 1) 车削端面和内、外圆柱面,下图所示是一带圆弧的刀尖及其方位。编程和对刀使用的刀尖点是理想刀尖点,由于刀尖圆弧的存在,实际切削点是刀尖圆弧和切削表面的相切点。车端面时,刀尖圆弧的实际切削点与理想刀尖点的Z坐标相同;车外圆面和内孔时,实际切削点与理想刀尖点的X坐标值相同。因此,车端面和内、外圆柱面时不需要进行刀尖圆弧半径补偿。 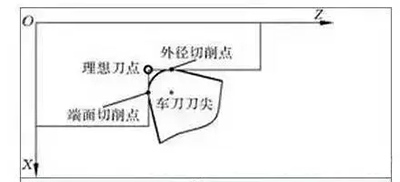 2) 车削锥面和圆弧面当加工锥面和圆弧面时,即加工轨迹与机床轴线不平行时,实际切削点与理想刀尖点之间在X、Z坐标方向都存在位置偏差,刀尖圆弧半径对加工精度的影响如下图所示。如果以理想刀尖点编程,会出现少切或过切现象,造成加工误差。刀尖圆弧半径越大,加工误差就越大。 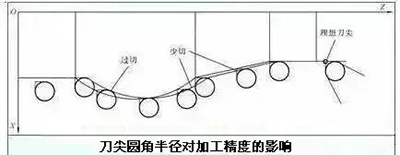 |
186 0144 3474
135 6651 9521
 名铁智能科技(苏州)有限公司位于苏州市吴中区吴中大道5055号,东出中环西线东山入口,北靠沪常高速东山出口,紧邻国家4A级景区太湖国家湿地公园周围环境优美交通便利。我们是一家专业从事数控机床设计、生产、销售于一体的专业厂家。公司主要生产的产品有各类数控龙门加工中心、立式及卧式加工中心、高速钻孔攻牙机、高速雕铣机、等系列产品。
名铁智能科技(苏州)有限公司位于苏州市吴中区吴中大道5055号,东出中环西线东山入口,北靠沪常高速东山出口,紧邻国家4A级景区太湖国家湿地公园周围环境优美交通便利。我们是一家专业从事数控机床设计、生产、销售于一体的专业厂家。公司主要生产的产品有各类数控龙门加工中心、立式及卧式加工中心、高速钻孔攻牙机、高速雕铣机、等系列产品。

 苏公网安备 32050602011009号
苏公网安备 32050602011009号